


Coping With Color Matching for Offset and Digital Printing

With digital printing’s presence firmly established, it is rare to find a commercial printing operation that does not have digital in its mix of technology offerings. With this mix, however, comes both opportunities and challenges, the latter of which can include color management. Here’s how to put a plan in place and address this challenge so that the focus shifts back to its opportunities.
Aligning Staff, Aligning Colors
To start, print service providers (PSPs) can train staff — sales, designers (if they are the art originator), customer service representatives, and print operators. Everyone needs to understand color and how it works. Remember, the goal in good color management is simple: reduce the variables wherever possible by following an established process. It’s challenging enough when all staff are on board, so it’s imperative they understand the process and do their part to keep those variables they control to a minimum. Having a good color management strategy means there is a target, a process to hit that target, and then verification to let PSPs know how they are doing.
The next step in this situation is to define “matching.” In so many cases, the expectation is improperly set right out of the gate. Color matching is unrealistic for many reasons — that’s not to say common appearance or very close matches are not possible, but avoid using the term “match” when talking about color across devices.
The challenge is the inks have a different appearance; the substrates (paper, vinyl, banner, canvas, textile) are different with widely varying white points; the capabilities or gamut of devices can vary widely; and many of the pieces may be viewed in different lighting environments. This is not a “woe is me” moment, however, establishing expectations early on — even before the sale is made — will make for a better outcome and a loyal customer.
Next is quantifying expectations with customers. David Hunter of ChromaChecker Corp., says, “Managing expectations is everything, and when everyone has different expectations (even within the same company), this can cause huge problems for the print provider.” ChromaChecker has an online and hard copy method that Hunter has coined the E-Factor (E stands for expectations, which is based on Delta E).
The challenge, he notes, is that “Delta E is a great metric that defines the difference between any two colors, but the industry doesn’t have an easy way to quantify the visual difference between two prints, and that’s where the E-Factor comes in.” E-Factor is based on the CRF (Cumulative Relative Frequency) at the 95th percentile, which, Hunter says, “essentially states that 95% of the pixels of the page are within ‘X’ Delta E of this reference.” Figure 1 displays what this E-Factor looks like.
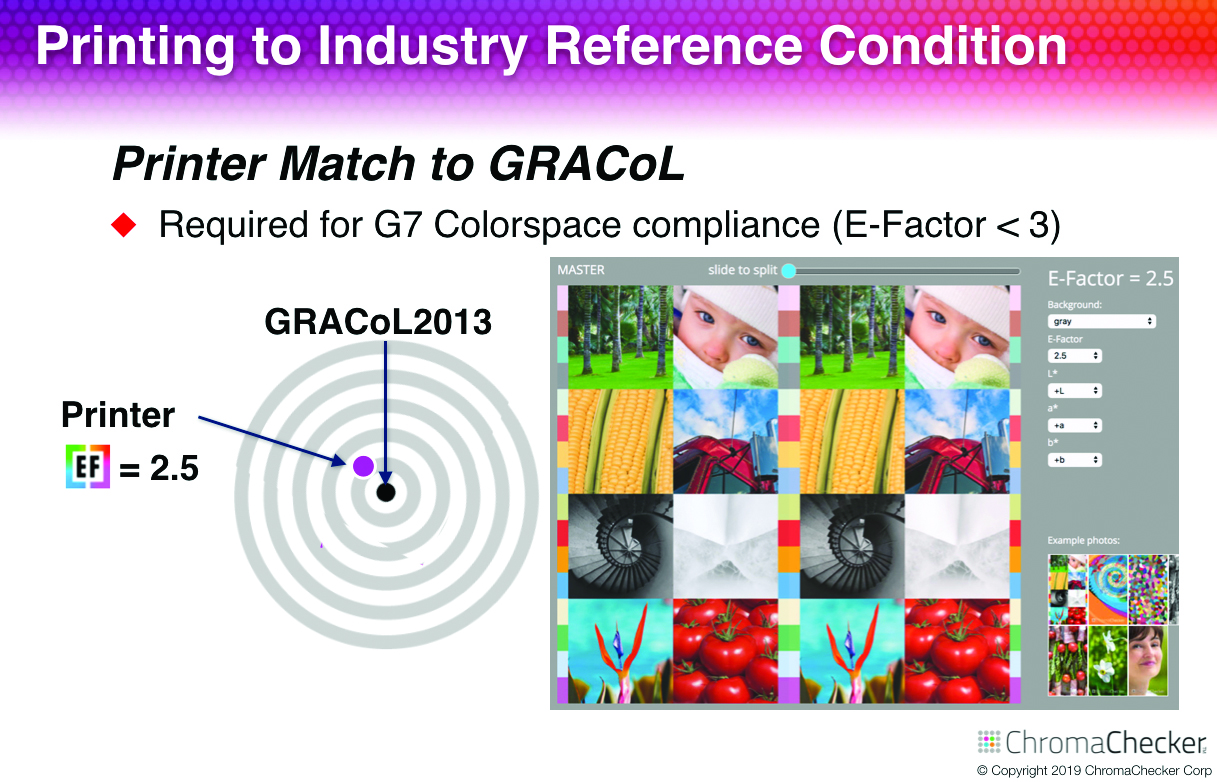
Figure 1: The ChromaChecker E-Factor method. Click to enlarge.
However, Hunter notes ChromaChecker did not invent this metric, and the first research paper he found on it was by Robert Chung in 2001, and it is included in the TR016 definition, which references the CRF at the 95th percentile Delta E (Delta E 2000).
To determine an E-Factor, PSPs can visit chromachecker.com/cee/en manual and follow the instructions. Once they have their number, they can work with customers to see where they fall on this continuum. Lastly, Hunter shares that, “key findings in the research [are] if the CRF (or E-Factor) is less than three, virtually all print buyers will accept, and if greater than eight, almost all will not accept.”
Offering a second take is Bruce Bayne of SpotOn! with a look at his product’s Visual Match Scorecard. The Visual Match Scorecard allows PSPs to see the results of each measurement in a single metric — similar to ChromaChecker’s E-Factor — making it much easier to compare those measurements. The Visual Match Scorecard takes the printer beyond just the industry standard pass/ fail metrics.
The goal is to not rely on a bunch of pass/fail metric values that are great production control metrics (e.g., solid ink density), but do not inform PSPs about the consistency or quality of the color. Press operators might like this approach for running an offset press, however, it isn’t helpful from the clients’ perspectives of needing their color to match what was printed last time.
The difference with SpotOn! is it uses the 10th, 25th, 50th, 75th, 90th, and 100th percentile to generate its Visual Match Scorecard, which Bayne believes is the most sensitive to any difference that can be seen. Figure 2 shows the Visual Match Scorecard comparing a number of press runs.
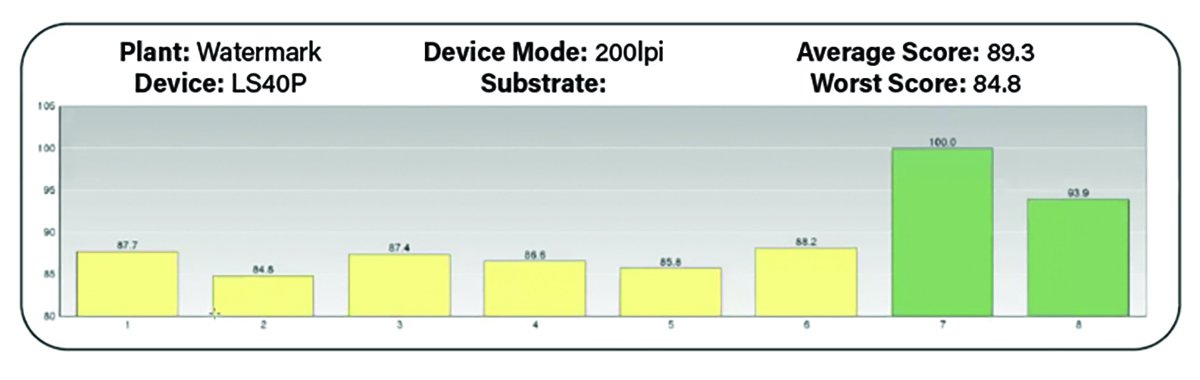
Figure 2: SpotOn! visual match scorecard comparing press runs. Click to enlarge.
The “reference” at 100% that can be seen in No. 7 was the press run that compared best to GRACoL 2006, and has been converted to the reference. So, press run No. 8 has no visual difference from No. 7. Though the GRACoL can’t be “seen,” the difference between each press sheet can be, so comparing to one of these gives a better view of how all the press runs compare visually.
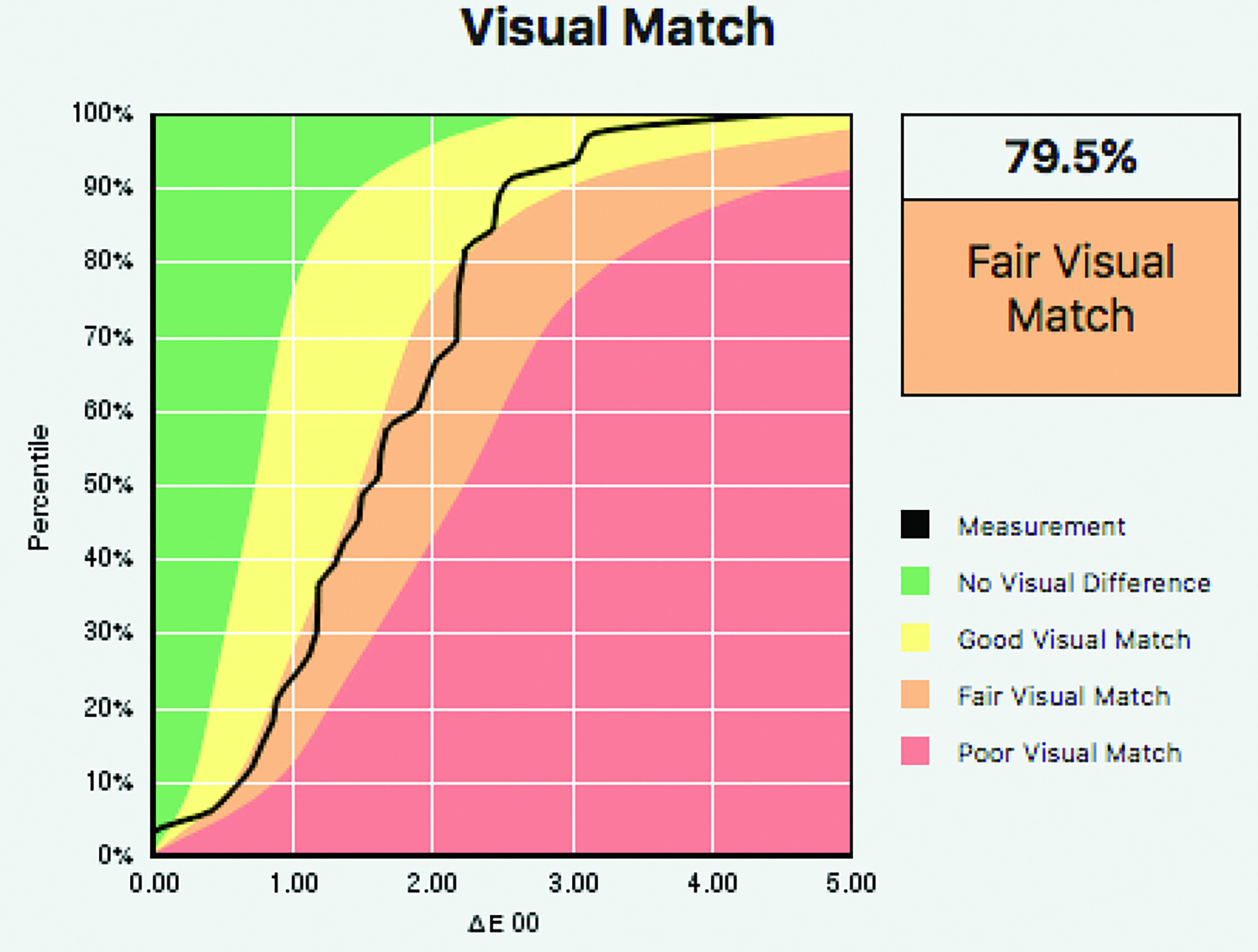
Figure 3: Individual measurements versus reference. Click to enlarge.
Figure 3 shows the best way to view each individual measurement and how close, visually, it is to the reference (whether that reference is another press run to target, or an industry specification). Bayne notes, “the biggest obstacle, and it is a shared obstacle for both ChromaChecker and SpotOn!, is industry acceptance of a single metric system that isn’t rooted in the established pass/fail metrics of press operator control points, such as CMYK solid inks.”
Gamuts and Print Capabilities
Once PSPs have established expectations, the equipment’s print capabilities and gamut will determine the target they use. The Adobe suite of products using US Web Coated SWOP v2 as its default CMYK color space does not mean PSPs are limited by that choice. Knowing the gamut of all of their devices on different substrates — as substrates can significantly change gamut — helps PSPs make informed choices.
For most modern offset presses, GRACoL2006_Coated1v2 is a better choice with a larger gamut, however, what matters is the gamut of a shop’s devices. Having the ability to view these — in 3D — and compare them to industry specifications is important for making good color space decisions. Many RIP software have gamut viewers — some more rudimentary than others — and ColorThink by CHROMiX, which was used to create the gamut figures for this article, is a good choice if what PSPs have is insufficient.

Figure 4: 2D gamut map comparing US Web Coated SWOP and GRACoL 2006. Click to enlarge.
Figure 4 helps illustrate this point with a 2D gamut map comparing US Web Coated SWOP and GRACoL 2006. (Note the additional color that most presses can achieve, and certainly most digital inkjet devices — even those without expanded gamut ink sets). The 2D gamut map in Figure 5 compares GRACoL 2006 to a Fujifilm Onset X2 (a UV inkjet printer that is designed for high output and still maintains good color fidelity).
From the 2D map, one might think it’s an exact match, however, when looking at the 3D image in Figure 6 (GRACoL is the wireframe), it can be seen that there is a little missing from the shadows and in the highlights of the yellows. This is not unusual for some digital inkjet printers.

Figure 5: 2D gamut map comparing GRACoL 2006 and a Fujifilm Onset X2 UV wide-format printer. Click to enlarge.
The specification calls for an L* value in the black ink to be at 16 and some digital inkjet devices will have black at an L* of 17 or 18 (L* of 100 is white and 0 is black). Though this is not far off and would likely pass verification, it shows why a 3D gamut map has more value than 2D.
These inkjet printer gamut images were gathered by having the device print a standard patch set. Using the TC1617, a series of 1,617 color, black, and gray patches, these were then scanned into a profiling software, such as X-Rite’s i1 Profiler. The other method is to find the actual .icc or .icm file of the device’s profile and view that in the gamut viewing software.
For those devices that cannot achieve GRACoL or even, in some cases, SWOP, selecting the gamut of the device with the smallest available is the next best choice. By comparing and then choosing the lowest common denominator, PSPs can be assured that all devices will be printing as similar as possible. And to further assure this similar appearance, the ISO Publicly Available Standard (PAS) 15339 can be used, which outlines a process to achieve neutral gray across all devices.
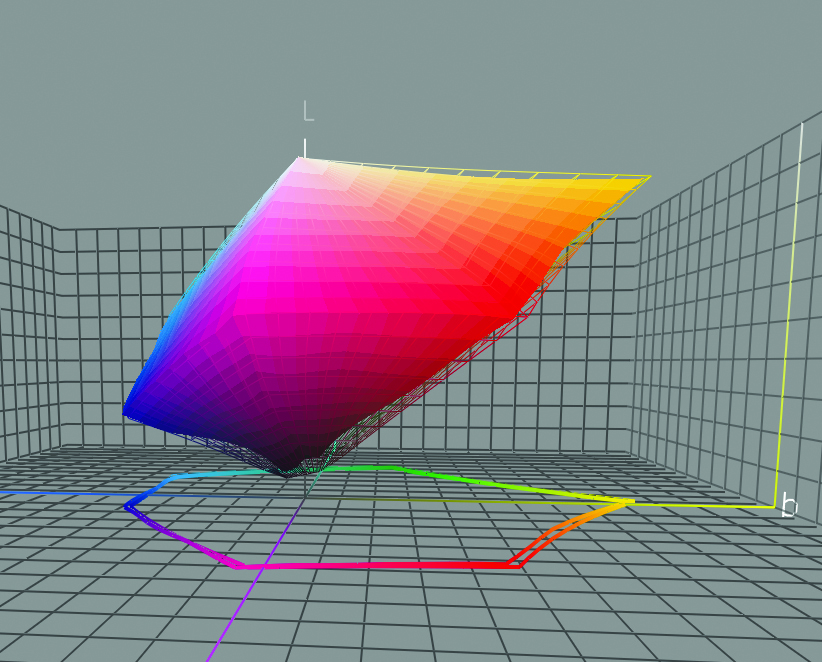
Figure 6: 3D gamut map comparing GRACoL 2006 (GRACoL is the wireframe) and the Fujifilm Onset X2 digital printer. Click to enlarge.
Achieving a similar appearance across many different substrates with different gamuts is not that difficult in the digital inkjet world. The exception to this would be sublimation printing, which does struggle with blues, though ColorCasters’ Jim Raffel has achieved gray balance using sublimation printers.
A Proven Process
Once the target is selected, PSPs need to ensure they have a solid process and point all devices to that target. On the digital inkjet side, this will be done in the RIP software — a good reason to have one RIP driving all of the devices, if possible. Having to learn more than one RIP means PSPs will probably not be as well versed on all of them as on just one. Knowing where settings are located and having different settings (and targets), depending on the work the PSP is running, is easier when not monitoring multiple RIP software.
A PSP might have different targets due to wanting to focus on gray balance and then allowing the digital device to make use of the extra gamut (especially with expanded ink sets, such as orange, violet, green, and/or red). This allows for a common appearance while taking advantage of the additional gamut the digital device can bring to the table.
It’s worth noting that originators of the artwork are recommended to design in RGB. Once they start working in CMYK, they are throwing away color they might be able to print on some of their digital inkjet devices. For those that focus on gray balance and then run the device without a profile — which is useful for projects that don’t need to line up with any other devices — designers can get more color than they would by creating in, or converting to, CMYK before going through the RIP. If they design in RGB and allow the RIP to handle the color conversion, it will not restrict the devices that don’t need to be restricted.
The big challenge in color matching is when using Pantone or brand colors. This is easier to manage in the traditional offset world. If it’s a Pantone, such as 165C or 185C, PSPs would either order that color from their ink manufacturer or mix it up and load it into the press if they have an in-house ink lab. It’s a little more difficult in digital inkjet as these two colors have a high chroma or saturation value and most CMYK devices will be challenged to match. It’s one of the reasons for those previously mentioned expanded ink sets. However, all is not lost.
Most RIP software have a method of matching spot colors — starting with the Pantone Library included in many — and the ability to print variations of a spot color to dial in as close as possible. When initially creating a profile, it’s important to focus on getting as much chroma from the primary ink restriction step with as little hue shift as possible to allow for as large a gamut as possible. As noted in basic color theory, people will notice a hue shift before a shift in chroma, which will help achieve a pretty close match on many more colors than one might imagine just by maximizing the primary ink restrictions.
It’s also important to note that the spot colors must be set up properly in the RIP so that they bypass the set color management target and take advantage of the full gamut of the printer. When set up properly, spot colors are defined as a L*a*b* value that isn’t restricted by the target — they bypass the Profile Connection Space and are translated directly from L*a*b* to CMYK (and any other extended gamut colors).

Figure 7: Pantone coated library gamut comparison. Click to enlarge.
Figure 7 displays the Pantone Coated library (the individual dots represent the Pantone colors) as compared to the target restricted gamut and the full gamut of the printer. Notice how much more of the Pantone library is covered by the full gamut of the printer (inside line is the color managed gamut). This is a Mutoh eco-solvent printer using CMYK only; there are no orange, violet, and green for expanding the gamut.
With a selected target and a process to hit it, PSPs must now verify their process. In addition to some RIP software having verification built in, there are a number of options on the market, some of which are server- or cloud-based. Some only verify to industry specifications, while others let PSPs set their own target. Many will allow for adjusting the pass/fail metrics depending on one’s process and customer expectations, and most enable printing the pass/fail so that PSPs can present it to customers as validation that their process is working.
It’s worth noting that those who have an i1 Pro have a verification option in i1 Profiler. This is a good — and free — way to get started with verification as many shops already have an i1 Pro in their toolbox to begin verifying immediately.
When developing a verification process, it’s important PSPs consider what they will measure, who will do the measuring and how often, how measurements will be recorded, and what will be done with the data. Trend information — what effect temperature and humidity play in the facility and how long it takes before a device begins to drift — will also ensure PSPs have consistent, predictable, and repeatable color.
ChromaChecker, CHROMiX Maxwell, ProofPass, SpotOn! MeasureColor, and Barbieri’s Gateway with DOC (Digital Output Control) are a few of the many verification options on the market. Each situation is unique, and it’s recommended PSPs do their research and try a few to see which one(s) fit the bill. When done well, verification is also a great diagnostic tool for both a PSP’s offset and digital printers. Using the data that is gathered will serve as a guide on dialing one’s devices for great color.
Educating customers on the entire process, from choosing a target to spot color matching and verification methodology, indicates a PSP’s level of seriousness about color. Spending time to research and understand the industry’s standards and specifications will pay off. Partnering with customers in establishing expectations differentiates a business from its competitors and will go a long way in developing customer loyalty.
More information about color can be found here or reach out to Weiss should you have additional questions specific to how these issues may affect your business: rweiss@printing.org.
To become a member of PRINTING United Alliance and learn more about how PRINTING United Alliance subject matter experts can assist your company with services and resources such as those mentioned in this article, please contact the Alliance membership team: 888-385-3588 / membership@printing.org.
Ray assists association members with information on digital printing as well as digital equipment, materials, and vendor referrals. He oversees training and certification workshops at PRINTING United Alliance. Ray is project manager for both the PDAA Certification program and the PRINTING United Alliance Digital Color Professional Certification program and is an instructor for the Color Management Boot Camps as well as a G7 expert. Ray regularly contributes to the Association's Journal and won the 2016 Swormstedt Award for Best in Class writing in the Digital Printing category. Ray was inducted into the Academy of Screen and Digital Printing Technologies (ASDPT) in 2020. He also works with SkillsUSA to conduct the National Competition for Graphics Imaging Sublimation. Outside of work, Ray enjoys biking, international cuisine and spending time with his three fantastic grandkids.





